For å merke og gravere på rund ting må det spennes opp i rotasjonsaksen
I motsetning til CO2 laseren som har mye grovere oppløsning må fiberlaseren gravere ett område av gangen.
Strålen er veldig liten, og skraveringsmønster kan gjerne være 0,0012mm. Steppermotorer klarer ikke en slik oppløsning.
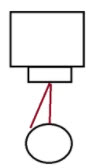
Strålen må derfor bevege seg i X og Y planet på det som skal graveres. Går man for lang ut på sidene blir avstanden lenger fra laserkilden til objektet. Og man kommer ut av fokus. Strålen blir da breiere og man får ujevnt mønster.
I lengderetningen kan man gå så langt ut som linsa klarer. Vi har linser til 110, 175 og 300mm graveringsområde.
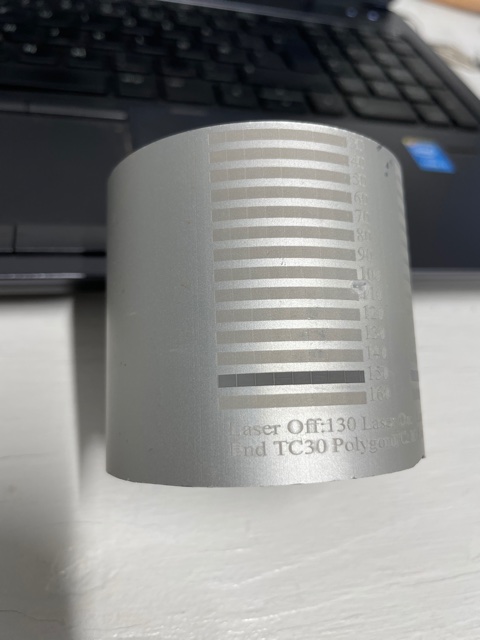
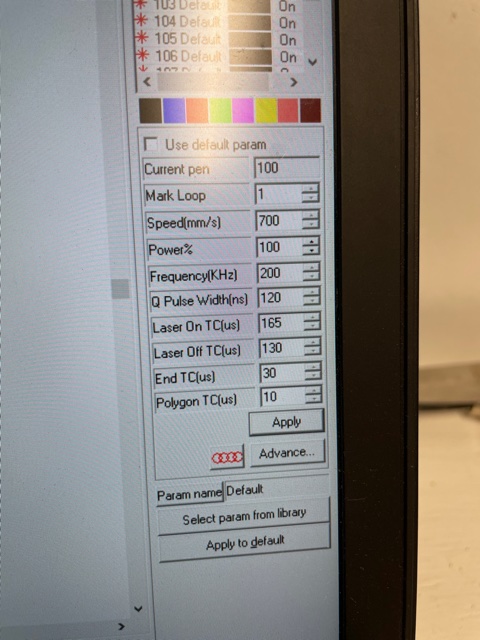
Her ser man tydelig merke mellom oppdelingen av blokkene som graveres. Det skyldes at «Laser On» og «Laser Off» ikke er stilt inn riktig.


Laser On 165 og Laser Off på 130 gir et OK resultat på et 65mm rør.
markering.
Typer merking.
RingTextMark
Rotary Mark
RotaryTextMark
SplitMark2 (brukes på bilder/tegninger)

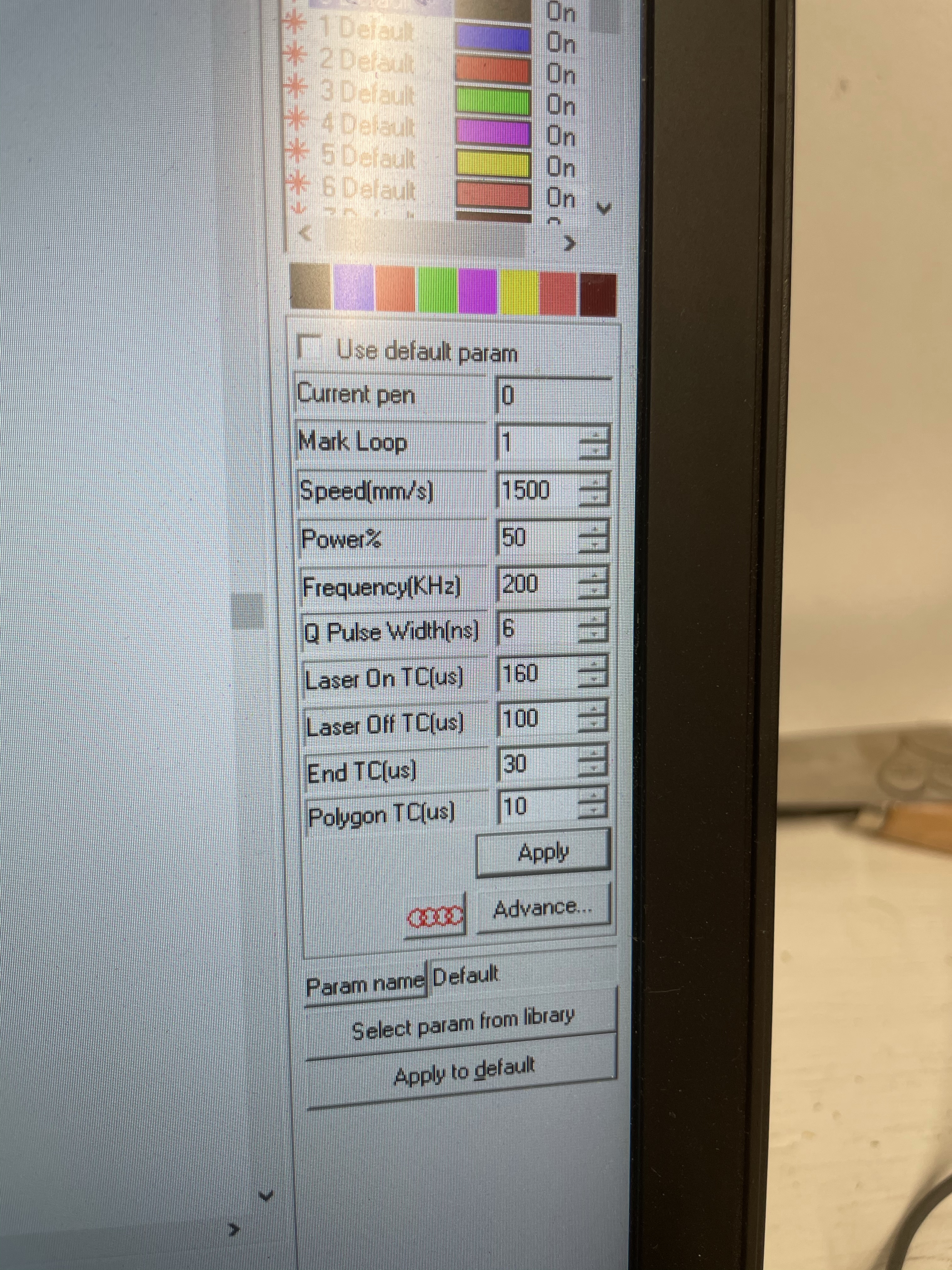
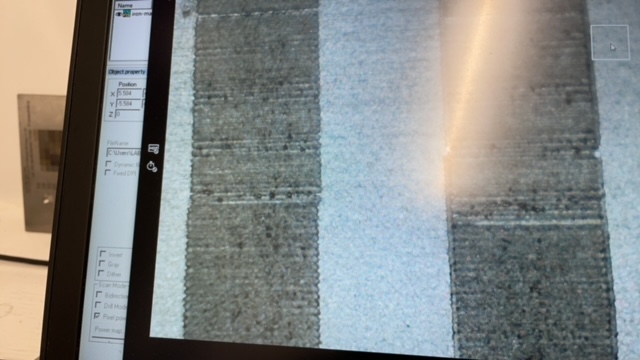
Test på eloksert aluminium:

Foreslåtte innstillinger under. QPulse senket til 6 ns synes vi ble hakket bedre.
| Power | Speed | Frequency | Pulse duration |
|---|---|---|---|
| 50% | 1500 mm/s | 200 kHz | 8 ns |
| Focus | Filling lines distance | Passes |
|---|---|---|
| In focus | 0.001 mm bidirectional for a rich black 0.002 – 0.005 mm bidirectional for gray tones | 1 |